Some of ya’ll know that I came out of retirement long enough to support my son’s WolfWurx, Inc startup, and to provide the engineering required to get it certified for use in OR, WA, CO, NV, and MD.
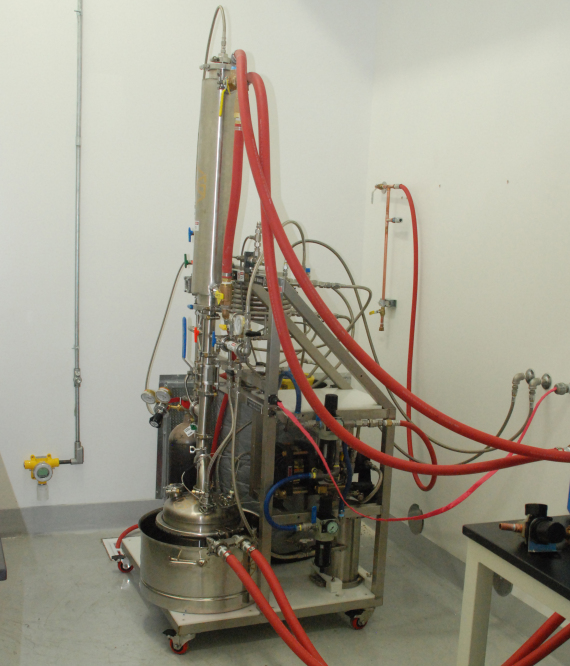
I’m back in retirement again, but would like to relay my experience getting the Terpenator™ Mk IVC/VC certified, so ya’ll have some idea of what to expect and be better prepared.
Let me say for starters that I thought I had a solid design out of the gate, but noooooo, I still had to make some upgrades to get certified.
Secondly, the process, or how it is operated affects certification, thirdly the installation also had to be certified, and forthly, as did the extraction booth that it was in.
Soooo, like Zen, they are all one………………………..
Starting with the equipment, ASME Section VIII differentiates vessels 6″ and under as piping, vis a vis larger than 6″ as pressure vessels.
All of my sanitary fittings 6″ and under met the 350 psi LPG piping standard except for the 6″ cyclone drier case, where I had to upgrade from the 13MHP high pressure clamps rated at 300 psi @ 70 psi, a SSH higher pressure clamps rated at 725 psi.
Except for the column dump valves, which were 850# WOG, I used Swagelok valves, all rated over 3000 psi.
The problem that I ran into, is that I had failed to consider (ignorance) that even though 1/2″ 304SS hydraulic tubing is rated over 3000 psi, LPG piping above 3/8″ is required to have a minimum of .049 wall in case of manufacturing flaws and imperfections in the tubing.
It is typically supplied and we used .035 wall tubing, soooo I had to re-plumb both all the 1/2″ tubing, as well as the counter flow heat exchangers. As those were not readily available in .049, I had units built to my drawings and specifications.
I also had to replace all of my carbon filled stainless over braided PTFE hoses, because neither Associated Hose or Swagelok could supply me with a UL-21 compliance letter, so I replaced them with Detroit Flex who did.
I also had to add additional pressure relief valves; two on liquid lines and one on the air line supplying the Haskel pump.
While I had a vacuum check/PRV on the collection pot, as well as the columns, I failed to consider those lines containing liquid LPG which could be isolated with valves, so as to build hydraulic pressure. LPG storage tanks have 20% margin to account for thermal expansion in vapor form, but liquid lines when full have no such margin and can develop enough hydraulic pressure to rupture hydraulic tubing.
The Terpenator™ operates the Haskel at 50 psi, and the pressure relief that I added to the air line supplying the pump, is insurance against someone adjusting the pressure regulator higher than 75 psi. It is a 4X pneumatic multiplier pump, so that equates to 225psi maximum at the recovery 400 psi tank.
Anything larger than 6″ is considered a pressure vessel and if it is above one atmosphere pressure (about 15 psi), it must meet ASME Section VIII pressure vessel standards, which among other things, require that the assembly withstand a minimum of 3X its maximum operating pressure.
The biggest surprise, was in spite of having used ASME BPE certified components for my 12″ collection pot, as well as ASME certified three bolt clamps, the certifying PE required a pressure vessel with its certification placard welded to it.
Soooooo I designed my own 12″ collection pot and had it built by Marks Bros, a local certified ASME Section VIII pressure vessel fabricator.
That leads us to documentation. I had to supply fabrication prints for all the components that were not purchased items, and the manufacturers cut sheets for those that were. The fabrication prints had to spell out both the fabrication and welding parameters, and of course meet ASME Section VIII design standards.
Certification cost about $10K for both the Mk IVC and VC. They are certified to operate either passively or actively.
It included certifying the installation and the room it was installed in. The electrical inspector signed it off on installation, and the fire marshal also signed it off, after PE certification.
Part of the certification and sign off by the professional engineers and fire safety professionals is on the process itself.
The WolfWurx Terpenators™ process starts with a pressure test to verify system integrity, followed by a vacuum check to verify the same.
At the end of the process, the plant material is baked out at 150F under vacuum twice and back filled with N2, so as to be non flammable on opening.
The concentrate is recovered in cotton candy form and likewise twice vacuumed to -29.5″ Hg and back filled with N2, so as to be below 2% of LEL upon opening for harvest.
The pneumatic venturi vacuum pump discharges to the exhaust system, not in the room.
The heating and cooling for the system is supplied from PID controlled sources outside the room, in the form of hot water, or chilled PG antifreeze.
Everything inside the room is NEMA 7, Class I, Div I, requiring no electrical.
The WolfWurx Terpenators™ use liquid N2 in conjunction with a counter-flow heat exchanger to pre-chill the LPG, and that N2 vapor is discharged directly into the exhaust system.
Some of the above features are unique to WolfWurx, and others, while not unique are not uniformly shared.
For instance some processes do a pour off at the end, instead of turning the concentrate into cotton candy as a finish while still fully contained, and many don’t use a N2 back fill.
In that case, the above equipment would meet certification standards, but the process wouldn’t.
None of the extraction booths I used would meet the certification requirements for open blasting or open pouring either, bringing us back to all components in a certification being one.
It requires equipment, process, and facility that together meet the established certification standards, which brings us to my last point.
In conversing with the professional engineers certifying my system, as well as others, I learned that a common problem appears to be that after certification, the actual build and/or operational standards have sometimes been relaxed.
Build responsibility lies with the manufacturer, but operation is the responsibility of the operator, and if it deviates outside the certified process, the certification is negated.
If a manufacturer deviates from the certified design, the certification is negated, and in neither case will the liability insurance companies be eager to pay.
Bringing us to the last point, and that is that selling LPG extraction equipment without certification, makes obtaining liability insurance problematic, so no certification is prima facie evidence that there is no liability insurance.
If you plan to use the equipment in a licensed facility, it will also require that you use certified equipment, so a good idea to check that out up front.